ComMarker B6: Unterschied zwischen den Versionen
Keine Bearbeitungszusammenfassung |
Keine Bearbeitungszusammenfassung |
||
| (Eine dazwischenliegende Version desselben Benutzers wird nicht angezeigt) | |||
| Zeile 106: | Zeile 106: | ||
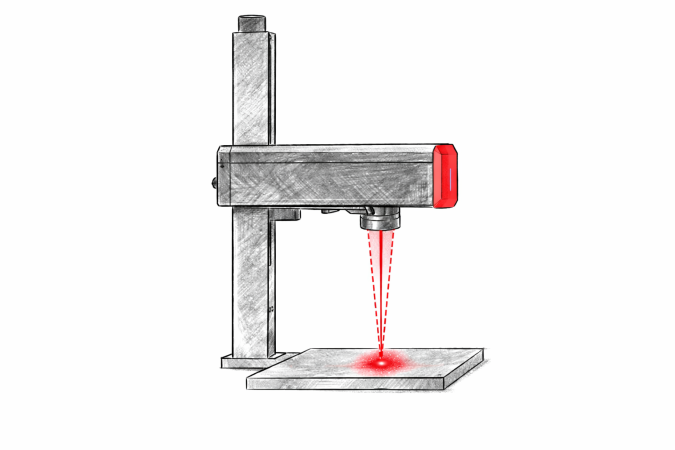
[[Datei:Commarker b6 komponenten sketch.png|mini|300px|Maschinenteile des ComMarker B6 Faserlasers.]] | [[Datei:Commarker b6 komponenten sketch.png|mini|300px|Maschinenteile des ComMarker B6 Faserlasers.]] | ||
Die ComMarker B6 ist ein ''Galvo-Faserlaser'' mit ''JPT-MOPA-Quelle'' und Wellenlänge 1064 nm. ''Galvo'' ist eine allgemeine Bezeichnung für Laser, welche den Laserstrahl ausrichten, indem der Laserpunkt durch zwei Motorisierte Spiegel abgelenkt werden, welche sich im Kopf des Geräts befinden. Dies im Gegensatz zu unserem CO2 Laser, welcher den Laserpunkt mithilfe einer Portalanlage ausrichtet. ''MOPA'' steht für Master Oscillator Power Amplifier, eine Technologie die es erlaubt, neben der üblichen Laserleistung und Schnittgeschwindigkeit, zwei zusätzliche Parameter einzustellen; die Frequenz und Pulsbreite des Laserstrahls. Mehr dazu im Abschnitt | Die ComMarker B6 ist ein ''Galvo-Faserlaser'' mit ''JPT-MOPA-Quelle'' und Wellenlänge 1064 nm. ''Galvo'' ist eine allgemeine Bezeichnung für Laser, welche den Laserstrahl ausrichten, indem der Laserpunkt durch zwei Motorisierte Spiegel abgelenkt werden, welche sich im Kopf des Geräts befinden. Dies im Gegensatz zu unserem CO2 Laser, welcher den Laserpunkt mithilfe einer Portalanlage ausrichtet. ''MOPA'' steht für Master Oscillator Power Amplifier, eine Technologie die es erlaubt, neben der üblichen Laserleistung und Schnittgeschwindigkeit, zwei zusätzliche Parameter einzustellen; die Frequenz und Pulsbreite des Laserstrahls. Mehr dazu im Abschnitt [[#Parameter-Einstellungen verstehen]]. | ||
Die Maschine besitzt eine motorisierte Z-Achse, mit der die Linse fokusiert werden kann, einen Auto-Fokus, sowie ein Rotpunkvisier, mit dem die Schnittlinien oder Gravur-Konturen auf das Laserbett projiziert werden können. | Die Maschine besitzt eine motorisierte Z-Achse, mit der die Linse fokusiert werden kann, einen Auto-Fokus, sowie ein Rotpunkvisier, mit dem die Schnittlinien oder Gravur-Konturen auf das Laserbett projiziert werden können. | ||
| Zeile 127: | Zeile 127: | ||
| Typische Anwendungen || Farben, Details, Schneiden || große Bauteile | | Typische Anwendungen || Farben, Details, Schneiden || große Bauteile | ||
|- | |- | ||
| Fokus-Distanz || 234 mm || | | Fokus-Distanz || 234 mm || 475 mm | ||
|- | |- | ||
| Auto-Fokus Einstellung || 236 mm || nicht möglich | | Auto-Fokus Einstellung || 236 mm || nicht möglich | ||
| Zeile 141: | Zeile 141: | ||
=== LightBurn Einstellungen === | === LightBurn Einstellungen === | ||
Jede Linse in LightBurn benötigt ihre eigenen Maschineneinstellungen. Sei also sicher, dass du die richtige Maschine/Linse in LightBurn ausgewählt hast. | Jede Linse in LightBurn benötigt ihre eigenen Maschineneinstellungen. Sei also sicher, dass du die richtige Maschine/Linse in LightBurn ausgewählt hast. | ||
====150mm Linse==== | ====150mm Linse==== | ||
| Zeile 181: | Zeile 181: | ||
== Rotationskopf == | == Rotationskopf == | ||
Gewölbte Oberflächen können nur in begrenztem Rahmen graviert werden, da der Laserstrahl durch die Wölbung de-fokussiert wird. Um dem entgegenzutreten, können | Gewölbte Oberflächen können nur in begrenztem Rahmen graviert werden, da der Laserstrahl durch die Wölbung de-fokussiert wird. Um dem entgegenzutreten, können runde Gegenstände wie Flaschen oder Ringe mit Hilfe eines Rotationskopfes bearbeitet werden, welcher die Gegenstände rotiert und so immer im Fokus hält. | ||
TODO Bilder, Einstellungen | TODO Bilder, Einstellungen | ||
Aktuelle Version vom 17. Januar 2026, 18:38 Uhr
| Lasercutter Metall | |
|---|---|

| |
| Hersteller: | ComMarker |
| Modell: | B6 MOPA 60 W |
| Standort: | UG |
| Benötigter Kurs: | Kurs / bestehendes Fachwissen |
| Kosten: | Keine |
| Gefahren: | Haut- und Augenschäden durch Laserstrahlen, Verbrennungen durch Hitze, Freisetzen giftiger Gase, Feuerentwicklung |
| Anschaffung: | Juli 2025 |
Ziel & Zielgruppe
Diese Seite beschreibt den sicheren Umgang mit dem ComMarker B6 MOPA Faserlaser. Der Fokus liegt auf der Maschine selbst, ihren Komponenten, Linsen, Erweiterungen und den grundlegenden Laserparametern.
Zielgruppe
- Einsteiger:innen nach erfolgter Einweisung
- Fortgeschrittene mit bestehendem Fachwissen
Abgrenzung
- Keine detaillierte Erklärung der Steuerungssoftware (LightBurn).
Sicherheit & Vorbereitung
Die ComMarker B6 ist ein Laser der Klasse 4. Direkte oder reflektierte Laserstrahlung kann schwere Augen- und Hautschäden verursachen. Weiterhin kann sich das bearbeitete Material stark aufheizen oder Feuer fangen.
Grundregeln:
- Schutzgehäuse während des Betriebs geschlossen halten
- Keine reflektierenden Gegenstände im Schutzgehäuse
- Maschine niemals unbeaufsichtigt betreiben
- Vor jedem Job Material, Fokus und Positionierung prüfen
Persönliche Schutzausrüstung:
- Laserschutzbrille für alle Personen im Raum bei geöffnetem Gehäuse oder Wartungsarbeiten
Mehrbenutzerbetrieb:
- Aktive Arbeiten eindeutig kennzeichnen
- Keine parallelen Einstellungen durch mehrere Personen
Checkliste vor dem Lasern
- Laser steht stabil und wackelt nicht.
- Keine stark reflektierenden Materialien innerhalb des Gehäuses/Arbeitsbereichs.
- Richtige Linse im Laserkopf eingesetzt.
- Richtige Maschine/Linse in LightBurn ausgewählt.
- Richtige Linse für die Materialbibliothek ausgewählt (falls die Materialbibliothek benutzt wird).
- Linse ist fokussiert.
- Material ist ausgerichtet.
- Absaugung ist eingeschaltet.
- Gehäusetür ist geschlossen und/oder Laser-Sicherheitsbrille aufgesetzt.
- Materialtest durchgeführt bei unbekanntem Material.
Anwendungen / Beispiele

Foto Gravieren

Aluminium Gravieren

Schmuck Gravieren

3D Gravieren

Runde Objekte Garvieren (Ringe, Getränkeflaschen, ...)





Wo der Laser verwendet werden darf
Die ComMarker B6 ist für den stationären Betrieb in einer geschlossenen und kontrollierten Umgebung ausgelegt, für Gravuren, Markierungen, Farb- und Tiefenstrukturen, sowie Schneiden dünner Bleche bis 1.5mm Dicke (materialabhängig).
Geeignete Rahmenbedingungen:
- Betrieb im geschlossenen Schutzgehäuse
- Aktive Absaugung während des gesamten Betriebs
- Saubere, trockene und gut belüftete Umgebung
- Stabiler, vibrationsfreier Untergrund
Geeignete Materialien
- Metalle
- Stahl, Edelstahl
- Aluminium (blank, eloxiert)
- Messing, Kupfer (parameterabhängig)
- Titan
- Beschichtete Metalle
- lackiert
- eloxiert
- industriell beschichtet
- Stein
- Leder
Wo der Laser nicht verwendet werden darf
Der Betrieb ist nicht zulässig, wenn eine der folgenden Bedingungen zutrifft:
- Offene oder ungeschützte Arbeitsbereiche
- Fehlende oder defekte Absaugung
Verbotene oder ungeeignete Materialien
- PVC, PTFE (Teflon) und andere chlorhaltige Kunststoffe setzen giftige Gase frei.
- Holz und andere organische Materialien (hierfür bitte den CO2-Laser verwenden). Organische Materialien absorbieren die Wellenlänge des Lasers schlecht, was zu Schwelbränden unter der Materialoberfläche führen kann, ohne dass es bemerkt wird (Quelle).
- Unbekannte Kunststoffe oder Verbundmaterialien.
- Andere Materialien mit giftigen oder korrosiven Dämpfen.
- Stark spiegelnde Oberflächen.
Maschinenüberblick

Die ComMarker B6 ist ein Galvo-Faserlaser mit JPT-MOPA-Quelle und Wellenlänge 1064 nm. Galvo ist eine allgemeine Bezeichnung für Laser, welche den Laserstrahl ausrichten, indem der Laserpunkt durch zwei Motorisierte Spiegel abgelenkt werden, welche sich im Kopf des Geräts befinden. Dies im Gegensatz zu unserem CO2 Laser, welcher den Laserpunkt mithilfe einer Portalanlage ausrichtet. MOPA steht für Master Oscillator Power Amplifier, eine Technologie die es erlaubt, neben der üblichen Laserleistung und Schnittgeschwindigkeit, zwei zusätzliche Parameter einzustellen; die Frequenz und Pulsbreite des Laserstrahls. Mehr dazu im Abschnitt #Parameter-Einstellungen verstehen.
Die Maschine besitzt eine motorisierte Z-Achse, mit der die Linse fokusiert werden kann, einen Auto-Fokus, sowie ein Rotpunkvisier, mit dem die Schnittlinien oder Gravur-Konturen auf das Laserbett projiziert werden können.
Linsen und Fokus
Stand Januar 2026 haben wir zwei Linsen welche mit dem ComMarker B6 verwendet werden können, eine 150mm Linse und eine 300mm Linse. Die 300mm Linse hat einen grösseren Arbeitsbereich, aber der Laserpunkt ist grösser, weshalb die Detailgenauigkeit und die Leistung pro Fläche kleiner sind.
| Eigenschaft | 150 mm Linse | 300 mm Linse |
|---|---|---|
| Arbeitsfeld | 150 mm x 150 mm | 300 mm x 300 mm |
| Spotgröße | klein | größer |
| Tiefenschärfe | gering | höher |
| Detailauflösung | sehr hoch | schlechter |
| Typische Anwendungen | Farben, Details, Schneiden | große Bauteile |
| Fokus-Distanz | 234 mm | 475 mm |
| Auto-Fokus Einstellung | 236 mm | nicht möglich |
Es ist wichtig den Fokus einzustellen, da die Linse die Laserstrahlen aus der Laserquelle in Form eines Konus bündelt. Die Schneid-/Gravierfähigkeit des Lasers ist deshalb am grössten am sogenannten Fokus-Punkt und wird immer kleiner, je weiter die Materialoberfläche vom Fokuspunkt entfernt ist. Praktisch gesehen ist der Fokus-Punkt nicht wirklich ein perfekter (also unendlich kleiner) Punkt, sondern hat immer eine minimale Grösse, die sogennante Spotgrösse, welche je nach Maschine, Linse und Einstellung variert. Zudem kann auch geschnitten oder Graviert werden, wenn die Fokus-Distanz nicht perfekt eingestellt sind. In diesem Fall, ist jedoch die Spotgrösse grösser und dadurch die Laserleistung pro Fläche geringer, was den Materialabtrag erschweren kann. Die Abweichung von der Fokus-Distanz, welche immer noch akzeptable Ergebnisse liefert, wird als Tiefenschärfe bezeichnet.
Visualisierung des Laserkonus und Fokuspunkt.
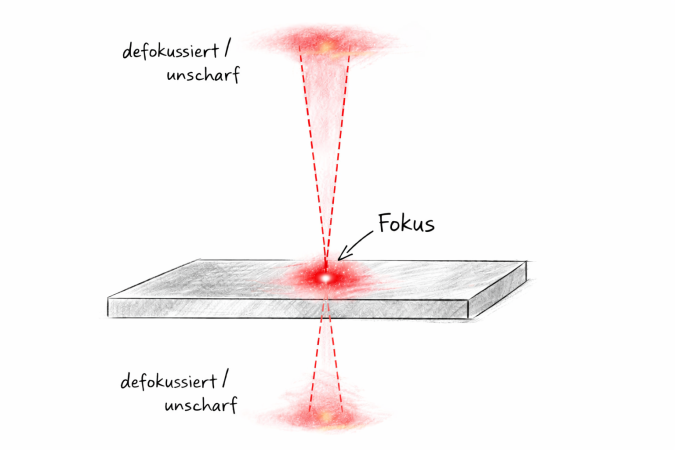
Detailansicht.


LightBurn Einstellungen
Jede Linse in LightBurn benötigt ihre eigenen Maschineneinstellungen. Sei also sicher, dass du die richtige Maschine/Linse in LightBurn ausgewählt hast.
150mm Linse


300mm Linse
TODO
Linsenwechsel und Fokuskalibrierung
Ein Linsenwechsel darf nur bei ausgeschalteter Maschine durchgeführt werden. Die Linsen sind eindeutig beschriftet zur einfachen Identifikation und können per hand in den Laserkopf ein/ausgeschraubt werden. Beachte zudem, dass jede Linse in LightBurn ihre eigenen Maschineneinstellungen besitzt. Sei also sicher, dass du die richtige Maschine/Linse in LightBurn ausgewählt hast.
Nach jedem Linsenwechsel muss der Fokus neu eingestellt und überprüft werden. Dies ist wichtig, da ein unfokussierter Laser die Spotgröße des Laserpunkts vergrössert, was Linienbreite, Gravur-/Schneidtiefe, Kontrast und allgemein die Reproduzierbarkeit verschlechtert. Um die Fokus-Distanz zu kalibrieren kann eine einfache Gravur gemacht werden, wärendem die Fokus-Distanz kontinuirlich angepasst wird. An dem Punkt, an dem an der Materialoberfläche am meisten Funken sprühen, ist die Fokus-Distanz des Lasers. Eine genaue Anleitung dafür findes du unten. Achtung! Alle Personen im Raum müssen eine spezielle Schutzbrille tragen, welche vor Laserlicht schützt.
- Erstelle ein Quadrat mit Massen 10mm x 10mm in LightBurn, mit Gravur-Einstellungen:
- Leistung: 40 %
- Geschwindigkeit: 1000 mm/s
- Frequenz: 25 kHz
- Pulsbreite: 200 ns
- Linienabstand: 0.025 mm
- Cross-Hatch: Aktiviert
- Trenne die Stromverbindung zum Turm, damit das Handrad betätigt werden kann.
- Deaktiviere die Einstellung zur Türsicherung in LightBurn.
- Starte die Gravur. Aktiviere im Framing-Menü die Option für "Kontinuirlich ausführen".
- Bewege den Laserkopf abwechselnd nach oben und unten um die genaue Fokus-Distanz zu finden. An dieser Distanz sprühren die meisten Funken und wird am meisten "Lärm" generiert.
- Stoppe den Gravurvorgang und benutze ein Lineal um die Fokus-Distanz zu messen.
- Aktivieren die Einstellung zur Türsicherung in LightBurn wieder.
Fokusmethoden
- Autofokus Der Auto-Fokus ist die einfachste Art um die Linse zu fokusieren. Platziere dafür dein Objekt unter dem vorderen roten Punk auf dem Laserbett (Achtung! Nicht mit Rotpunktvisier verwechseln!) und drücke auf "Auto" am Touchscreen des Laserkopfs. Die Eingestellte Fokus-Distanz und tatsächlich gemessene Distanz können in den Einstellungen überprüft werden. Die gemessene Distanz ist nicht 100% akkurat, weshalb z.B. bei der 150mm Linse eine Fokus-Distanz von 236mm eingestellt werden muss, um eine tatsächliche Fokus-Distanz von 234mm zu erhalten.
- Manuell mit Handrad oder Maschinentasten Die Fokus-Distanz kann auch manuell eingestellt werden indem du die Maschinentasten oder das Handrad bedienst. Beachte, dass das Stromkabel am Turm ausgesteckt sein muss um das Handrad zu bedienen, da ansonsten der Motor aktiv ist. Die Fokus-Distanz kann mit einem Lineal oder den vorgefertigten Fokus-Stöcken eingestellt werden, sie Bilder. Die Fokus-Distanz wird gemessen zwischen der Unterseite des Laserkopfes (ohne Linse) und der Oberfläche des Objekts auf dem gelasert wird.
Rotationskopf
Gewölbte Oberflächen können nur in begrenztem Rahmen graviert werden, da der Laserstrahl durch die Wölbung de-fokussiert wird. Um dem entgegenzutreten, können runde Gegenstände wie Flaschen oder Ringe mit Hilfe eines Rotationskopfes bearbeitet werden, welcher die Gegenstände rotiert und so immer im Fokus hält.
TODO Bilder, Einstellungen
Parameter-Einstellungen verstehen
Der ComMarker B6 (und andere Lasercutter) generieren nicht einen durchgehenden Laserstrahl, sondern schicken viele einzelne Lichtpakete hintereinander. Diese Lichtpakete werden mit einer bestimmten Frequenz und für eine bestimmte Dauer (Pulsbreite) generiert. Bei vielen Lasern sind Frequenz und Pulsbreite fix eingestellt, bei MOPA Lasern wie diesem können Frequenz und Pulsbreite jedoch gewählt werden.
Dass der Laserstrahl in einzelnen Pulsen generiert wird, bedeuted dass die Leistung eines einzelnen Pulses viel höher ist (im Bereich von Kilowatt) als die eingegebene Leistung in LightBurn, um dafür zu kompensieren, dass der Laserstrahl nicht durchgehend eingeschaltet ist. Mithilfe der Frequenz- und Pulsbreiten-Einstellung kann deshalb eingestellt werden wie hoch die Maximalleistung eines Pulses ist, wie lange der Puls anhält und wie oft Pulse generiert werden.

Dies erlaubt es die Einstellungen auf das Material und den gewünschten Bearbeitungsprozess einzustellen. So ist es zum schneiden von Material oder für tiefe Gravuren gewünscht Pulse mit hoher Leistung zu generieren, um möglichst viel Material zu entfernen, sprich hohe Leistung, schnelle Geschwindigkeit, tiefe Frequenz, und kurze Pulsbreite. Andererseits ist für leichte Gravuren gewünscht, viele Pulse mit geringer Leistung zu generieren, welche sich gleichmässig verteilen, um eine gleichmässige Oberflächenbearbeitung zu erhalten, sprich tiefere Leistung, hohe Geschwindigkeit, hohe Frequenz, und lange Pulsbreite.
Beachte, dass bei zu tiefer Frequenz und zu kurzer Pulsbreite, die Maschine ihre Leistung automatisch drosselt, da Pulse mit zu hoher Leistung nicht generiert werden können. Siehe die Tabelle unten.
Todo tabelle Einfügen.
Tipps und Tricks
Todo Bilder und Beispiele einfügen
- Parameter-Einstellungen, Materialbibliotheken und Materialtests
- Die ComMarker Materialbibliotheken in LightBurn bieten einen Startpunkt für Parameter-Einstellungen.
- Bei unbekanntem Material empfiehlt sich ein Materialtest, siehe Anleitung hier.
- Tiefengravuren, Sub-Ebenen und merhmalige Durchgänge
- In LightBurn werden Laser-Einstellungen für jede Ebene definiert. Zusätzlich können auch Sub-Ebenen definiert werden welche bei jedem Laser-Durchgang nacheinander ausgeführt werden, siehe Anleitung hier. Zusätzlich kann für jede Sub-Ebene definiert werden, wie oft die Sub-Ebene ausgeführt wird und es kann global definiert werden wie oft alle Sub-Ebenen-Gruppen ausgeführt werden. So kann z.B. eine Sub-Ebene für den Materialabtrag definiert werden (hohe Leistung, tiefe Frequenz), welche 10 Mal ausgeführt wird und eine Sub-Ebene zur Säuberung definiert werden (tiefe Leistung, hohe Frequenz), welche 1 Mal ausgeführt wird. Die Ebene kann automatisch mehrere Male wiederholt werden, so dass abwechselnd 10 Materialabträge und 1 Säuberung ausgeführt werden.
- Schneiden dicker Materialien bis 1.5mm, Wackeln (englisch: Wobble)
- Dickere Materialien können nicht normal geschnitten werden da die Material-Unterseite wieder verschmilzt sobald sie vom Laserstrahl durchtrennt wurde. Mit der Aktivierung von "Wackeln" wird mehr Material entfernt wodurch auch dickere Materialien ausgeschnitten werden können, siehe Anleitung hier.
- Farbige Gravuren
- Volle Farbpalette nur bei Chromstahl und Titan. Reduzierte Farbpalette auch bei anderen Materialien möglich.
- Es wird kein Material abgetragen, sondern nur eine Wärmebehandlung durchgeführt, woduch sich eine Oxidschicht bildet, die Licht in verschiedenen Farben spiegelt, abhängig von der Dicke der Oxidschicht.
- Wiederholbarkeit nur begrenzt möglich. Hängt ab von Materialzusammensetzung, Parametereinstellungen, Oberflächenbehandlung, Umgebungstemperatur, etc.
- Unbedingt Materialtests durchführen, siehe Anleitung hier.
Troubleshooting
- Laser reagiert nicht auf Befehle in LightBurn
- Richtige Maschine in LightBurn ausgewählt?
- USB Kabel zwischen PC und Laser eingesteckt?
- Material wölbt sich beim Lasern
- Dies kann bei dünnen Materialien durch Hitzeentwicklung passieren. Probiere mit weniger Leistung und mehr Durchgängen zu lasern oder dein Material am Lasertisch festzuklemmen.
- Markierungen sind schwach
- Ist die Linse fokussiert? Ist der Auto-Fokus korrekt (mit Masstab prüfen)?
- Ist die Leistung richtig eingestellt?
- Ist die Leistung durch Frequenz und Pulsbreite limitiert?
Allgemeine Infos
Link zum Hersteller: Link
Material Einstellungen
Material Settings on the ComMarker B6 60W MOPA Fiber Laser
Links
Bild - Tiefenprofile generieren (depth mask): https://www.sculptok.com/